


Qu’est-ce qu’un épurateur chimique et comment sélectionner le bon système ?
ACCUEIL / NOUVELLES / Nouvelles de l'industrie / Qu’est-ce qu’un épurateur chimique et comment sélectionner le bon système ?

Le contrôle de la pollution atmosphérique est devenu une obligation d’ingénierie essentielle dans les secteurs de la fabrication, de la transformation chimique et de la gestion des déchets. Un épurateur chimique est l’une des technologies les plus fiables disponibles pour capturer et neutraliser les polluants atmosphériques dangereux avant qu’ils ne soient rejetés dans l’atmosphère. Cet article fournit un aperçu technique du fonctionnement de ces systèmes, de leur comparaison avec les alternatives et de ce que les équipes d'approvisionnement doivent évaluer avant de rechercher une unité.
Un épurateur chimique élimine les contaminants d'un flux de gaz en mettant ce flux en contact direct avec un réactif liquide. Le contaminant est absorbé dans la phase liquide, où une réaction chimique le convertit en un composé moins nocif ou soluble dans l'eau. Le gaz épuré sort par un dévésiculeur et le réactif usé est soit recirculé, soit évacué vers un système de traitement. Ce processus repose sur trois mécanismes simultanés : le transfert de masse à travers l’interface gaz-liquide, la neutralisation chimique et la capture des particules par impaction et diffusion.
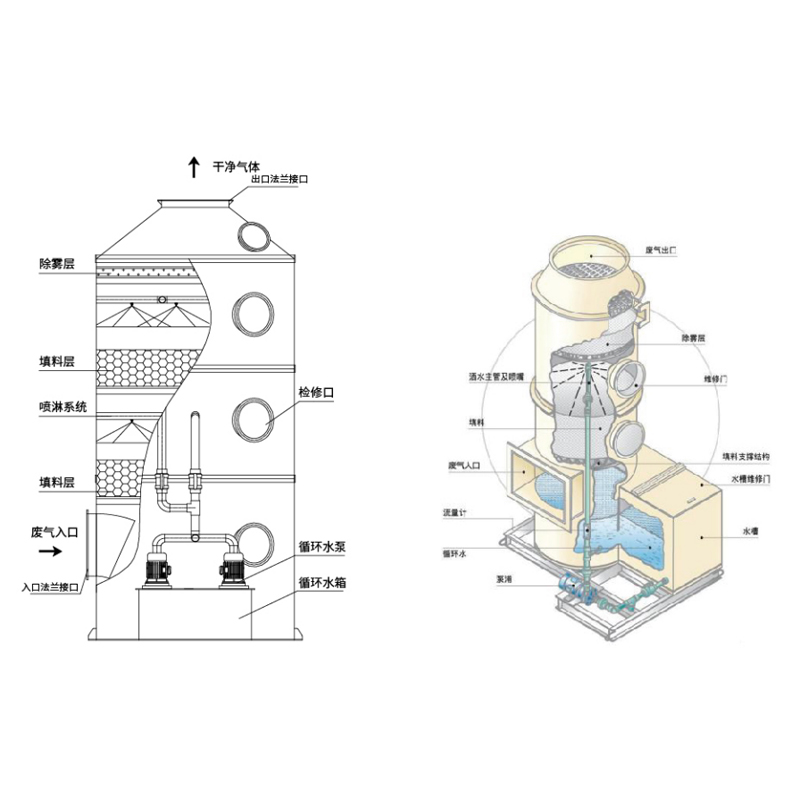
Le conception et principe de fonctionnement d'un épurateur chimique humide se concentrer sur la maximisation du temps de contact et de la surface entre le gaz chargé de polluants et le liquide de lavage. Le flux à contre-courant – où le gaz se déplace vers le haut et le liquide vers le bas – est la configuration la plus courante car elle garantit que le gaz le plus propre entre en contact avec le réactif le plus frais. Les conceptions à co-courant sont utilisées lorsque la chute de pression doit être minimisée. Les conceptions à flux transversal sont appliquées lorsque les contraintes d’espace limitent l’installation verticale.
La chimie des réactifs est la variable de conception la plus critique. Les gaz acides tels que le chlorure d'hydrogène (HCl), le dioxyde de soufre (SO2) et le fluorure d'hydrogène (HF) nécessitent des réactifs alcalins, généralement une solution d'hydroxyde de sodium (NaOH) à des concentrations de 5 à 15 % en poids. Les gaz alcalins tels que l'ammoniac (NH3) sont neutralisés avec de l'acide sulfurique dilué (H2SO4) à une concentration de 5 à 10 %. Certaines applications utilisent l'hypochlorite de sodium (NaOCl) ou le permanganate de potassium (KMnO4) comme réactifs oxydants pour le contrôle des vapeurs organiques et des odeurs.
Efficacité de l'épurateur chimique pour l'élimination des gaz acides varie en fonction de la solubilité du polluant, de la concentration du réactif, du rapport liquide/gaz (L/G) et de la hauteur du tassement. Les épurateurs à tour garnis bien conçus atteignent systématiquement une efficacité d'élimination de 95 à 99,9 % pour les gaz hautement solubles tels que le HCl et le NH3. Les gaz moins solubles, comme le SO2, nécessitent des ratios L/G plus élevés et des zones de contact plus longues pour atteindre des niveaux de performances équivalents.
Le table below shows representative removal efficiencies for common pollutants under standard packed tower conditions:
| Polluant | Réactif | Efficacité de suppression typique | Solubilité dans l'eau (20°C) |
|---|---|---|---|
| Chlorure d'hydrogène (HCl) | NaOH (10%) | 99,5% – 99,9% | 720 g/L |
| Dioxyde de soufre (SO2) | NaOH (10%) | 95% – 99% | 113g/L |
| Unmmonia (NH3) | H2SO4 (5%) | 98% – 99,5% | 900g/L |
| Fluorure d'hydrogène (HF) | NaOH (10%) | 99% – 99,9% | Miscible |
| Sulfure d'hydrogène (H2S) | NaOCl / NaOH | 90% – 97% | 3,98 g/L |
Un épurateur chimique vs dry scrubber comparison commence par la phase du réactif. Les épurateurs humides mettent en contact le flux gazeux avec une solution liquide, permettant la dissolution et la réaction ionique. Les épurateurs à sec injectent un réactif solide en poudre ou granulaire – généralement de la chaux (Ca(OH)2) ou du bicarbonate de sodium (NaHCO3) – directement dans le flux gazeux. La réaction se produit en phase gazeuse ou sur des médias filtrants. Les systèmes secs produisent un sous-produit de déchets solides, tandis que les systèmes humides produisent un effluent liquide qui nécessite un traitement ou une neutralisation des eaux usées avant leur rejet.
Chaque technologie correspond à différents profils opérationnels. Le tableau ci-dessous résume les principales différences pertinentes pour les décisions d'achats industriels :
| Paramètre | Épurateur chimique humide | Épurateur à sec |
|---|---|---|
| Efficacité de suppression | 95% – 99,9% | 85% – 97% |
| Flux de déchets | Effluent liquide | Déchets solides (gâteau de filtration) |
| Consommation d'eau | Élevé | Aucun ou minime |
| Plage de température de fonctionnement | Jusqu'à 60°C (entrée) | Jusqu'à 400°C (entrée) |
| Complexité de la maintenance | Milieu (pompe, contrôle pH) | Faible (réapprovisionnement en réactifs) |
| Coût en capital | Moyen à élevé | Faible à moyen |
Le épurateur chimique system for industrial exhaust treatment est déployé dans un large éventail de secteurs. Chaque application présente des profils de polluants et des seuils réglementaires distincts qui régissent la conception du système.
Aux États-Unis, les systèmes d'épuration doivent répondre aux normes de performance en vertu du Clean Air Act, y compris les normes MACT (Maximum Achievable Control Technology) pour des catégories de sources spécifiques. Dans l'Union européenne, la directive sur les émissions industrielles (IED 2010/75/UE) et les documents de référence sur les meilleures techniques disponibles (BREF) associés définissent les exigences minimales d'élimination par secteur. Les équipes d'approvisionnement doivent confirmer que le système sélectionné respecte les valeurs limites d'émission (VLE) applicables avant la mise en service.
Coût d'entretien et de fonctionnement de l'épurateur chimique Ces coûts dépendent principalement de la consommation de réactifs, de l'énergie (pompe et ventilateur) et de l'élimination des eaux usées. Pour une tour garnie de taille moyenne traitant 5 000 m3/h d’échappement chargés en HCl, la consommation annuelle de NaOH est généralement comprise entre 8 000 et 15 000 kg, en fonction de la concentration à l’entrée. L'énergie de pompage à 7,5 kW ajoute continuellement environ 65 700 kWh par an. Le traitement des eaux usées ou l'élimination par neutralisation ajoute un coût variable en fonction des réglementations locales et des volumes. Les dépenses de fonctionnement annuelles totales pour cette échelle se situent généralement entre 18 000 et 45 000 USD, hors main d'œuvre.
Un packed tower uses structured or random packing media to create a large gas-liquid contact surface area within a compact vessel. This produces higher mass transfer efficiency per unit volume. A spray scrubber uses nozzles to generate liquid droplets that contact the gas stream directly. Spray scrubbers are simpler and less prone to plugging from particulate-laden streams, but they achieve lower removal efficiency for soluble gases compared to packed towers at equivalent flow rates.
Oui, avec des limites. Un épurateur à un seul étage peut traiter plusieurs polluants s’ils partagent un réactif compatible. Par exemple, un épurateur NaOH peut absorber simultanément HCl, SO2 et HF. Cependant, lorsque les polluants cibles nécessitent des réactifs chimiquement incompatibles – comme un gaz acide et un gaz alcalin dans le même flux – un épurateur à deux étages avec des circuits de réactifs séparés est requis. La première étape neutralise une classe de polluants ; le second s’occupe de l’autre.
La durée de vie des supports de conditionnement dépend de l'environnement chimique, de la charge en particules et du matériau de construction. Les emballages aléatoires en polypropylène (PP) utilisés en service acide ou alcalin durent généralement 5 à 10 ans avant qu'un encrassement, une déformation ou une canalisation importante ne réduise l'efficacité. Les emballages PVC ont une durée de vie similaire mais ne conviennent pas au-dessus de 60°C. L’emballage structuré en service de gaz propre peut durer 10 à 15 ans. Une inspection visuelle annuelle est recommandée ; le remplacement est déclenché lorsque la chute de pression augmente de plus de 20 % au-dessus de la valeur de conception de base sans cause identifiable, telle qu'un blocage temporaire.
Demande d'appel aujourd'hui


 Purificateur photocatalytique 304")



